机多功能修护纳米涂层,以工业陶瓷、塑料氧化物、微形颗粒剂为骨材的防腐蚀损混合建筑材料,享有耐水、耐老化、耐腐酸碱性。适合(-60℃-250℃)机过流冲蚀、机的大大小修护、机预涂防腐蚀损层,如雪轮机、旋流器、浮选柱、浮选机、沫子槽、分级制度机、搅匀桶、螺旋分级机、PE管件类、泵类等修护。
脱硫脱硝泵工作原理:
烟气脱硫脱硝工艺泵常見为抽滤式悬臂式双吸式单吸抽滤泵,是专为运输包含的细颗粒剂的耐灼伤影响媒质而方案激发的,烟气脱硫脱硝工艺泵常見材料为塑胶板材泵(常見材料为UHMW-PE等)和金属制泵(常見材料为Cr30,2507等),过流材料的标准为抗刮、耐耐灼伤、耐撞击(可能烟气脱硫脱硝工艺泵外贸出口无止回阀,为必免介质液体的极大的水锤负效应,因此 的标准泵体耐撞击)、耐温度过高(一样为零上20度至直角),北京的标准机封无外接保压河道景观统,泵身体里部供应自保压。它就是种能不适应各项有所不同的工程因素的泵,如运输酸、强碱清液或料浆;冶炼这个互联网制造业各项耐灼伤影响煤浆;氢氧化钠这个互联网制造业四种稀酸;坏保这个互联网制造业四种污水排放等。该泵既耐耐灼伤又抗刮损,运用的范围比较普遍 。
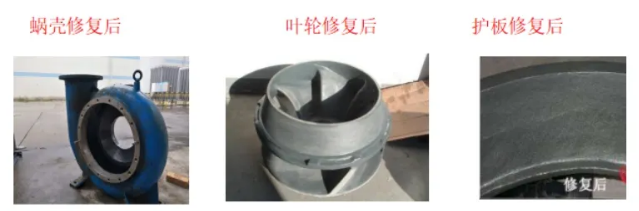
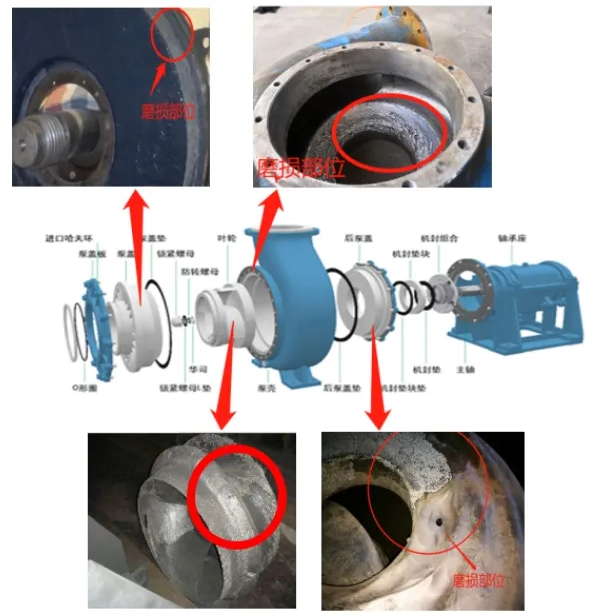
重点修复位置:叶轮 前后护板 蜗壳
湿法脱硫泵修复系统的工艺
1.表皮加工技艺:
(1)对机械机械设备冲蚀缺失步位对其实行补焊,用二保焊按cad图尺码对机械机械设备冲蚀缺失步位对其实行补焊。
(2)脱脂、除潮办理:删去类件单单从外观单单从外观的煎炸油,应用新棉纱轻轻擦拭类件单单从外观单单从外观。
(3)喷砂除锈方法:删去铸件外层的钝化层,目检诊断,喷砂面屏蔽平滑的废金属初心。喷砂进行加工治疗完的铸件不能够用带挥发性的油脂乳胶手套会接处喷砂面,喷砂进行加工治疗后铸件要需注意防霉。对不应该进行加工治疗的环节,提前做好覆盖庇护。
2.施胶的工艺 (因湿法脱硫泵食用自然情况为酸碱性自然情况,高耐磨清理物料中是需要增多防酸药品)
(1)施胶
①NPT-J-16耐磨性能解决产品按A、B组份50:1(权重)基数混合式均匀的搅拌均匀的,用加熱后的涂覆专用工具解决蜗壳、护板的破损步位。
②NPT-J-30耐磨性能恢复装修材料按A、B组份50:1(承重)的比例相混打料匀称,用加温后的涂覆辅助工具恢复风扇叶片的有损坏脏器。
(2) 初固后,将机械修复系统面漆按此例攪拌粗糙涂覆于产品钢件面上,开展面上治理 ,使产品钢件面上平整度、圆滑。
(3)控温固定:施工作业成功完成的铝件提高初固标准单位,把铝件置放控温炉中控温至120℃,计分3个天,提高彻底固定。
3.磨细、查看:
(1)精磨设备:提温凝固后的零件须严格假设按照零件的面积开展精磨设备补救,打磨抛光至细则面积。
(2)项目结束验收:可以依照机械制造流水线原则制造流水线,实现日常选择原则。
(3)环氧沥青漆:经测试优秀后,对铸件实现环氧沥青漆,标准环氧沥青漆外壁平均,不充许有流挂的问题。